
首页
> 正文
质3C认证机电步进式PG90F-L1-4-14-50耐冲击伺服变速箱
发布时间:2024-04-17 21:10:41
-50耐冲击伺服变速箱
尤其是,轴承完以后,一定要将外圈倾斜涂敷轴承用润滑剂。轴承的润滑剂涂敷也很有讲究,涂敷脂润滑时覆盖所有滚子表面,涂完以后将外圈的位置复原,还需要用塑料薄膜等覆盖防尘。日常使用时要注意清洗轴承,先把轴承放入油中,然后用刷子将轴承表面的污垢给刷掉,然后对油进行适当的加热,再对轴承内部的滚珠和漏洞进行详细的清洗。破碎机工作一段时间后,要进行定期检查。拆卸掉轴承,如果轴承的磨损比较少,可在车床上进行车削达到正确的几何形状。
质3C认证机 伺服变速箱
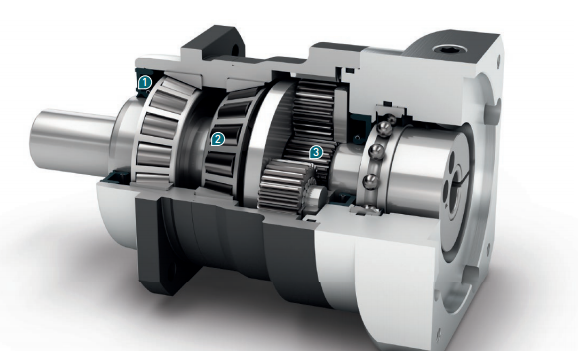
行星减速机一般用于低转速大扭矩的传动设备,把电动机.内燃机或其它高速运转的动力通过行星减速机的输入轴上的齿数少的齿轮啮合输出轴上的大齿轮来达到减速的目的,普通的行星减速机也会有几对相同原理齿轮达到理想的减果,大小 齿轮的齿数之比,就是传动比。
质3C认证机电:步进式PG90F-L1-4-14-50耐冲击伺服变速箱
解决方法:保证装配质量。为了保证装配质量,该厂购和了一些专用工具,拆卸和减速机蜗轮、蜗杆、轴承、齿轮等部件时,尽量避免用锤子等其他工具直接敲击;更换齿轮、蜗轮蜗杆时,尽量选用原厂配件和成对更换;装配输出轴时,要注意公差配合,D≤50mm,采用H7 /k6 , D > 50mm,采用H7/m6,同时要使用防粘剂或 油,保护空心轴,防止磨损生锈,防止配合面积垢,维修时难拆卸。
2)蜗轮磨损
蜗轮磨损。蜗轮一般采用锡青铜,配对的蜗杆材料一般用45钢淬硬至HR5一55,还常用40C:淬硬HRC50一55,经蜗杆磨床磨削至粗糙度RaO. 8 fcm,减速机正常运行时,蜗杆就象一把淬硬的“锉”,不停地锉削蜗轮,使蜗轮产生磨损。一般来说,这种磨损很慢,象某厂有些减速机可以使用10年以上。如果磨损速度较快,就要考虑减速机的选型是否正确,是否有超负荷运行,蜗轮蜗杆的材质,装配质量或使用环境等原因。
如果在减速比搭配中,不得不使用大减速比单级,就会使得它的输出力矩变小。从图B-3同样可以看出,如果把1/3减速比放在级,因为电机转速高,中心齿轮节园半径已大,那么线速度必然高,振动和噪声也会比较大。行星齿轮箱的内部传动结构还有一些不同的方式,但上述是目前 常见的一种。
7.2:精度概念:(backlash)
行星减速机精度通常以回转背隙(backlash)指标为衡量标准,也有称为空回,回转侧隙等。各个厂家生产的减速机,其指标不完全相同,测试手段也不完全一致。基本测试方法为:输入端固定,在输出端,以3%额定载荷单方向加载,标记输出轴转角,然后以同样手段反方向加载,标记输出轴转角,两个转角差值即为该减速机的背隙。
质3C认 冲击伺服变速箱
+ 6 00T3
确定 的生产率,规定每一次压射周期的循环时间。过低的生产率固然不利于提高经济效益,过高的生产率往往以牺牲模具寿命和铸件合格率为代价,算总帐细帐经济益可能更差。确定正确的压铸参数。在确保铸件符合客户质量标准的前提下,应使压射速度、压射压力、合金温度。这样,有利于降低机器、模具负荷,降低故障,提高寿命。根据压铸机特性、模具特性、铸件特性、压铸铝合金特性等腰三角形,确定快压射速度、压射压力、增压压力、慢压射行程、快压射行程、冲头跟出距离、推出行程、保压时间、推了复位时间、合金温度、模具温度等。
上一篇:f51不锈钢圆钢-浙江库房
下一篇:邢台刨花燃烧颗粒散装松木颗粒