◆ 产品说明:
| 产品规格 |
|
产品数量 |
10000 |
包装说明 |
|
价格说明 |
|
◆ 详情:

西宁特工业
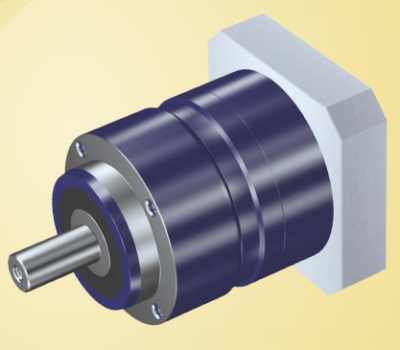
机械设备:步进式YB060-7-S2-P1高负载步进减速机
经过现场实验验证,采用硫酸除锈时,漆膜起泡率高; 除锈起泡轻微;磷酸除锈 有利。当然,还应从成本及适应自动化
生产线节奏上来综合考虑选用何种酸洗液,但考虑夹缝问题,建议不选择硫酸。[NT:PAGE]控制中和工序的中和剂浓度在保证能完全中和车轮表面、夹缝等处残留酸液的前提下,尽可能地降低中和剂的浓度,防止碱液残留在车轮夹缝内。提高表调效果工件的表调效果也要重视,应选择一种优异的表调剂,可对提高磷化的质量起到良好的辅助作用。
西宁特工业机械设备:步进式YB060-7-S2-P1高负载步进减速机
3、率、低背隙:由于齿轮减速机每一组齿轮减速传动时只有单齿面咬合接触,当传动相等扭力时需要更大的齿面应力,因此齿轮设计时必须采用更大之模数与厚度,齿轮模数越大将造成齿轮间偏转公差值变大,相对形成较高齿轮间隙,各段减速比间的累计背隙随之增加。而行星齿轮组合中特有的多点均匀密合,外齿轮环的圆弧包洛结构,使外齿轮环与行星齿轮间紧密结合,齿轮间密合度高,除了提升极高之减速机效率之外,设计本身可达到高精度作用。
西宁特工业机械设备:步进式YB060-7-S2-P1高负载步进减速机
级数:太阳轮及其周围的行星轮构成独立的减速轮系,如减速机内只此一个轮系,我们称为“ ”。为得到较大减速比,需多级传动,
平均寿命: 指减速机在额定负载下,输入转速时的连续工作时间。
额定输出扭矩: 指在额定负载下长期工作时允许输出扭矩。输出扭矩是该值的两倍。 回程间隙: 将输出端固定,输入端顺时针和逆时针方向旋转,使输出端产生额定扭矩的±2%扭矩时,减速机输入端有一个微小的角位移,此角位移即为回程间隙。单位是“弧分”。
润滑方式:行星减速机在整个使用期间无需润滑。 满载效率: 指在负载情况下,减速机的传输效率。它是衡量减速机的一关键指标, 满载效率高的减速机发热少,整体性能好。
噪音:单位是分贝(dB)A。此数值是在输入转速为3000转/分钟时,不带负载,距离减速机一米距离时测量的。
相对其他减速机而言,伺服减速机因具有高刚性、高精度(单级可到1分以内)、运转平稳、高传动效率(单级在97%-98%)、高的扭矩/体积比、终身免维护、使用寿命长等特点,而广泛应用于用于传递动力与运动的机构中。但是,由于伺服减速机也是机器设备中一种,因此,在使用的过程中难免也会因为使用时间长而导致一些小故障的出现。那么你知道伺服减速机常见故障有哪些吗?我们又如何进行解决呢?
常见故障1:
轴承损坏
产生原因:与轴承装配工艺有关。
解决方法:更换齿轮、
蜗轮蜗杆时,尽量选用原厂配件和成对更换,而且在装配输出轴时,要注意公差配合。
常见故障2:传动装置固定
产生原因:蜗轮磨耗或损伤、轴承磨耗或损伤、螺栓松脱、异物侵入。
解决方法:固定传动装置,更换蜗轮,更换轴承,拧紧螺栓,去除异物并更换
润滑油。
常见故障3:传动小斜齿轮磨损
产生原因:一般发生在立式的伺服减速机上,主要与润滑油的添加量和油品种有关。立式时,很容易造成润滑油量不足,齿轮得不到应有的润滑保护。
解决方法:位置允许的情况下,尽量不采用立式。立式时,润滑油的添加量要比水平多很多,否则很容易会造成伺服减速机出现发热和漏油。
以上所介绍的内容,就是伺服减速机常见故障及相应的解决方法。在伺服减速机的使用过程中,虽然,这些小故障问题的出现是无可避免的,但是,我们却可以通过相对应的方法进行快速解决,从而保证伺服减速机的正常运行。
西宁特工业机械设备:步进式YB060-7-S2-P1高负载步进减速机
+
TMR-060-3-4-5-6-7-8-10-S2-P2-P1
TMR-060-14-15-20-25-30-35-S2-P2-P1
TMR-060-40-50-60-70-80-100-S2-P2-P1
TMR-060-120-140-160-200-S2-P2-P1
TMR-090-3-4-5-6-7-8-10-S2-P2-P1
TMR-090-14-15-20-25-30-35-S2-P2-P1
TMR-090-40-50-60-70-80-100-S2-P2-P1
TMR-090-120-140-160-200-S2-P2-P1
TMR-115-3-4-5-6-7-8-10-S2-P2-P1
模具过程中型腔的抛光是非常重要的一道工序,它关系到模具的质量和寿命,也决品质量的好坏。掌握抛光的工作原理和工艺过程,选择合理的抛光方法,可以提高模具质量和寿命,进而提高制品的质量。抛光过度在日常抛光过程中遇到的问题就是抛光过度,就是指抛光的时间越长,模具表面的质量就越差。发生抛光过度有二种现象:即是橘皮和点蚀。抛光过度多发生于机械抛光。工件出现橘皮的原因不规则粗糙的表面被称为橘皮,产生橘皮有许多的原因,常见的原因是由于模具表面过热或渗碳过度而引起,抛光压力过大及抛光时间过长是产生橘皮的主要原因。